上記2種類のほかに、2Dの荒取り専用パスがありますし、それ以外の HSMWorks のほとんどの操作で「仕上げ代」の設定をして、荒取りに使うことができます。
仕上げ用のパスでも「仕上げ代」の設定で中荒取りなどに使える 荒取り専用の特徴は、
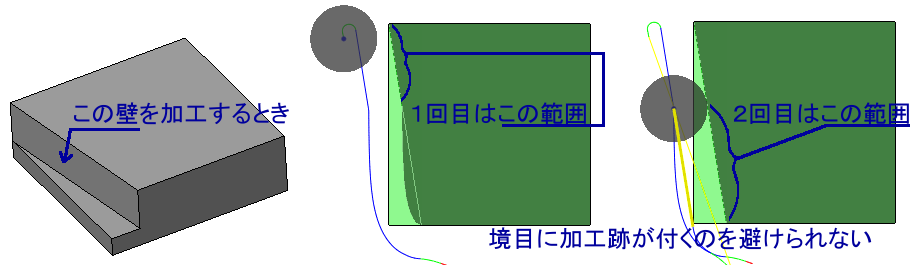
- 図のように、仕上げならば1度で加工すべきところを、荒取り専用では2度以上で加工する場合があります。
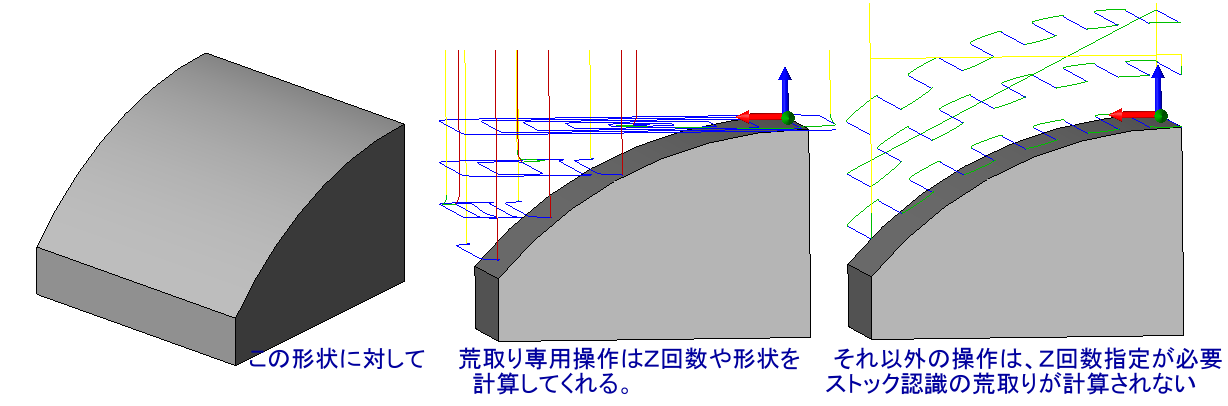
- 仕上げパスのほとんどは、同じ形状をコピーして複数回で荒取しますが、荒取り専用では、ストックを認識してパスの形状やピッチ回数などを生成します。
↑top
負荷制御
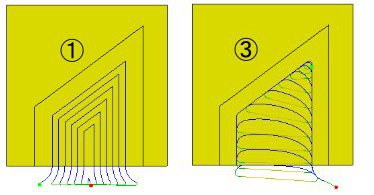
負荷制御は、Z一定でXYを移動させて荒取り行うパスを複数のZについて生成します。XYの移動において、パスが単純なオフセットの形状ではなく、工具負荷が均一となるように設計されているので、負荷制御と呼ばれます。
次の図は、XYの動きを表したものです。
上の図を見ると、工具の進入から退出まで一定のストック除去量を保っていることがわかります。
① ピッチ一定のパス と ③ 「負荷制御」のパスを比較してみます。
ストックの除去量についてグラフを作ってみました。
横軸は、切削長(工具中心の動いた距離)
縦軸は、工具が 1mm動く間に削り取ったストックの体積
縦軸は、工具が 1mm動く間に削り取ったストックの体積
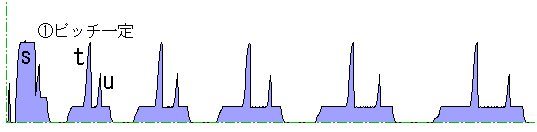
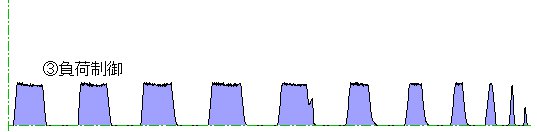
違いが一目瞭然です。
負荷制御は、従来の等高線荒取りと違った考えの新しいツールパスを生成します。
従来と違う、切削条件でさらに効率的な加工ができる可能性がありますので、工夫をして使ってもらいたいと思います。
コーナー偏差、及び最小切削半径の値については、ポケット除去の水平方向ピッチも同じです。 ↑top
XYピッチ(負荷制御)
XYピッチという言葉を使いましたが、厳密には負荷制御には(水平方向の)ピッチはありません。システムが工具負荷が一定になるようにパスを生成しますので、ピッチは一定でないからです。
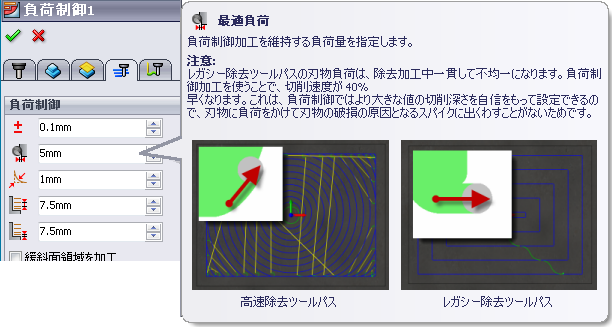
負荷制御のパスグループでは、最適負荷と表示されていますが、これが従来の荒取りのピッチに相当します。
この数値が負荷の大きさを決めるパラメータですが、最初は従来と同じ程度の条件で、すこしずつわかってきたら効率よく加工する方法を探すのが良いと思います。 ↑top
3個のZピッチ(負荷制御)
負荷制御には、2個のZピッチと、「緩斜面領域を加工」に関係するZピッチの、合計3個のピッチがあります。( ポケット除去 も同様です)その他に「緩斜面領域を加工」に関係するピッチも、ピッチに影響を与えます。
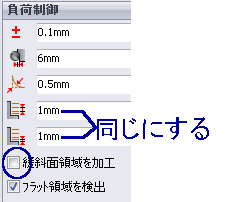
従来の他の荒取りと同じような単純な荒取りをするならば、2個のZピッチを同じ値とし、「緩斜面領域を加工」のチェックを外せば良いでしょう。 (「フラット領域を検出」は付けておいて問題ないでしょう)
2個のZピッチを同じ値にすると、下から上への加工はしない 細かく指示をして荒取りをしたいときは、次のようにします。
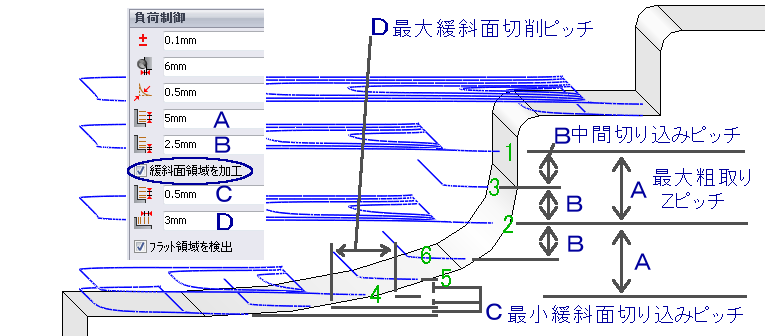
最大ZピッチをAに設定します。(工具の刃長などから決めます)
そのピッチのままでは、階段状に大きく残りますので、BのピッチでZ上方向に向かって加工します。
Bは、必要でなければ(下のZ高さで取りきれている場合は)、パスが生成されません。 加工順番は、上の図の数字のとおりとなります。
「緩斜面領域を加工」にチェックを入れると、C と D の入力欄が現れます。
B のピッチで取りさって、水平方向に D 以上の間があく場合、Bより小さなZピッチでパスを生成します。
水平に近く(緩斜面が緩やかに)なれば、より細かいZピッチでパスが生成されますが、 そのZピッチがCより小さくなることはありません。
ABCD の値は、最大 または 最小値の指定です。実際の計算では、Zピッチなどは適切に配分された値が使われます。
「フラット領域を検出」にチェックすれば、Aのピッチにかかわらず、平坦な面の高さ(残り代を付けた高さ)で荒取りをします。
ポケットの底が緩やかな斜面になるとき、「緩斜面領域を加工」はとても便利 ↑top
ポケット除去
ポケット除去は、従来からある等高線荒取りによく似たパスですが、いくつかの便利で新しい機能が備わっています。その機能のほとんどは 負荷制御 にもあるものです。 負荷制御で負荷を均一にする必要がない低負荷の切削や、負荷制御のなめらかで複雑なツールパスよりも単純な動きのツールパスが望まれる場合などに使うのが便利だと思われます。 ↑top
XYピッチ(ポケット除去)
ポケット除去の水平(XY)方向のピッチは、「手動切削ピッチ」をチェックしなければ、適当な値(工具直径の 40〜45%程度)に自動設定されます。コーナー偏差、及び最小切削半径の値は、鋭角に折れ曲がるコーナーをなめらかに動くように変更します。仕上げ代は指定値より多く残りますが、工具の動きは減速のないなめらかな動きになります。 コーナー偏差、及び最小切削半径については 負荷制御 も同じです。
↑top
2個のZピッチ(ポケット除去)
負荷制御のような「中間切り込みピッチ」はなく、上から下への加工だけとなります。その他は、負荷制御と同様で「緩斜面領域を加工」のチェックも指定できます。
詳細は 負荷制御のZピッチ を見てください。 ↑top
 クリエイティブ・コモンズ
クリエイティブ・コモンズ