| 1. 負荷制御で加工時間短縮。工具長持ち。 |
まずは単純な加工。四角い材料から削りましょう。
どれくらいZを入れますか?
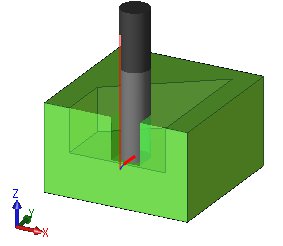
そんなに入れたら折れそうですね。
それくらいなら、ピッチを小さくすれば大丈夫かも。
もし、折れるとしたら、どこでしょう?
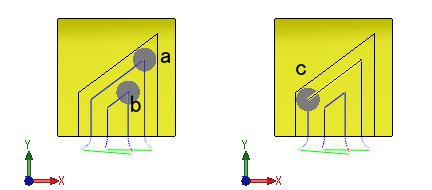
aとか bとかで折れそうですね。 c ではどうでしょう。
鋭角コーナーで「負荷」がかかるからです。
折れそうならば、どうします?
F送りを落としますか?
どれくらいFを小さくしますか?
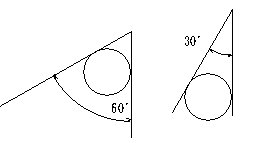
角度が 60度の半分の30度ならば、ピッチも半分で良いですか?
もし、そうなら 15度ならばその半分で良いですか?
たぶん良くないでしょう
仕上げ代も関係してきますね。
F送りやS回転数を決めるとき、工具の最適値を選んでいますよね。

回転数はそのままで、F送りだけ落として最適の加工でしょうか?
では、
 はどうやるのか、お話しましょう。
はどうやるのか、お話しましょう。まずは、「負荷制御」をしていないパスの話からです。
「ポケット加工」という名前がついていますが、開いた形状もちゃんと加工します。
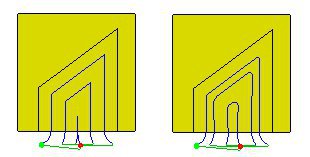
左右の違いが分かりますか?
左は、正確にピッチ一定です。
右は、3mmから 9.5mm の間でピッチを変化させています。

ピッチを変化させたときの滑らかなパスは、高速加工に適しています。
HSMWorks はどちらのピッチ指定も出力できます。
もう1個違いがあります。 鋭角の先端を注目してください。
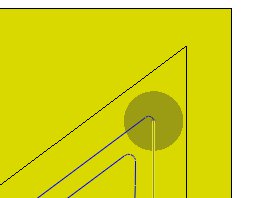
形状にRがついていないけど、パスにはRが付いています。
荒取では、仕上げ代が大きくなっても食い込まないことが
必要な場合があります。

上の場合、最小切削半径を R0.8に設定しています。
もちろん、HSMWorks では R0として鋭角を加工することもできます。
ここまでの話で、高速加工に適した滑らかなパスを出力すると、
その結果、コーナーの負荷が少しは軽減することがわかりました。
ここからが「負荷制御」の話
「負荷制御」は負荷そのものに注目し、負荷を「制御」します。(文字どおりですね)
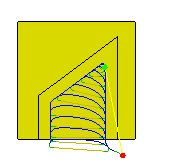
何が違うか分かりますか? 次の動画を負荷に注目して見てください。
最初の切り込みは負荷が小さく、徐々に大きくなって一定の負荷に
なるのがわかるでしょう。
これが「負荷制御」なんです。
これまでの CAM は、工具の中心軌跡のことしか考えていませんでした。
だから、「負荷制御」はこれまでにない加工方法なんです。
続いて鋭角部分も見ておきましょう。
ピッチが小さくなりました。
これくらいでちょうど同じ負荷になるのです。
負荷がどうなっているのか、次の3個のパスで調べてみましょう。
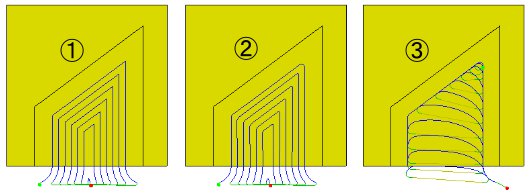
① ピッチ一定のパスです。パスの向きが急に変化します。
② 可変ピッチのパスです。高速加工向き。
③ 「負荷制御」です。
グラフを作ります。
横軸は、切削長(工具中心の動いた距離)
縦軸は、工具が 1mm動く間に削り取ったストックの体積
縦軸は、工具が 1mm動く間に削り取ったストックの体積
まずは、 ①のグラフです。
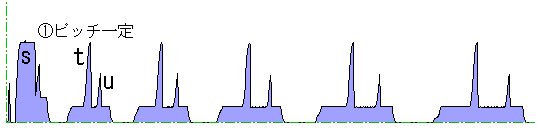
最初の s の負荷が大きいですね。
その後、t u が大きくて、同じような山が繰り返されます。
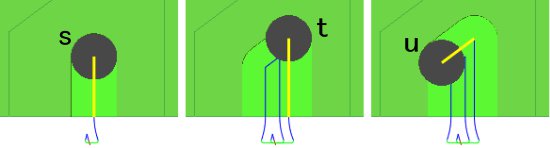
グラフの s t u が、上の加工画像の場所と一致していますね。
最初に入る s は、工具の全幅ですので負荷がかかるんですね。
t も同じくらい。角度が小さければもっと大きくなるでしょう。
u はそれより少し小さいですね。
グラフの t や s の付近に 低いところで一定の部分がありますね。
今までの CAM は、この低い平らな部分の高さをピッチで決めているのです。
平らな部分と山の高さの差をよく見ておいてください。
次は ②のグラフを見てみましょう。
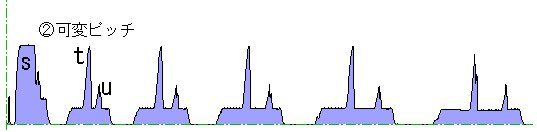
どうですか? ① とどう違いますか?
② は、鋭角コーナーに小さなRを挿入していますので
グラフの t u の先端が少し丸くなっているはずです。
このグラフは多少のシミュレーション誤差を含んでいますので、先端の丸さが
分かりにくいのだろうと推測します。正確なシミュレーションをすればわずかな差が分かるかもしれません。
最後に負荷制御のグラフです。
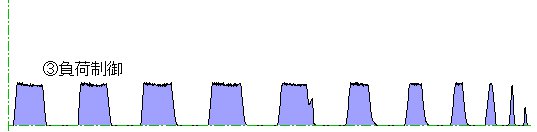
最初に負荷が大きくなり、あるところで一定、終わりに減っていくという台形形状が ならんでいますね。
これが負荷制御の特徴です。
先ほどのパス軌跡を見たとき、鋭角部分のピッチが小さくなっていましたね。(2番目の動画です)
グラフの右端が、その鋭角部分です。
1回の切削長(横軸の幅)が小さくなっていますが、負荷の大きさ(縦軸の高さ)はほとんど同じであるのがわかります。
青色の山のない部分が、完全なエアーカットです。
この負荷制御の場合、エアーカットが他より少し大きいですが、 それ以上に負荷制御の効果がでていることが分かると思います。
① ② ③ のグラフは、横軸(切削長)がほとんど同じになるようにピッチを 調整しています。また、縦軸は同じスケールとしています。
3個のグラフの最初の部分を並べて比べてみましょう。
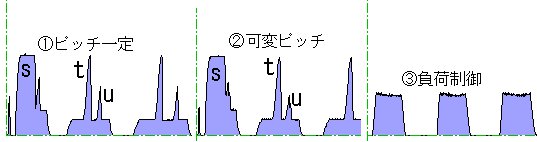
青色部分の面積が切削されたストックの量です。
同じ切削量ですので青色部分の面積は同じです。
どうして「負荷制御」を使うと加工時間が短くなるのか。
どうして工具が長持ちするのか。
分かっていただけましたでしょうか。
ここでは、グラフの縦軸の 工具が 1mm動く間に削り取ったストックの体積を「負荷」としました。
実際の加工では、工具のたおれや排出できなかった切粉などの要因が影響します。
最初に戻って
さて、最初に戻りましょう。どれくらいZを入れますか?
負荷制御ならば、そんなに入れても大丈夫そうですね。
実際の加工パラメータはユーザーさんの責任でお願いします
使用した画像は、ほとんどが HSMWorks の画面コピーですが、
わかりやすくするために文字や線を書き込んでいます。動画はわかりやすさから、画面キャプチャを使わずに静止画像から動画GIFを作成しました。
また、グラフなど説明のためにHSMWorks 以外の2次元画像も使いました。
 このページは MaaS Japan が作成しました。
このページは MaaS Japan が作成しました。